新聞動態(tài)
聯(lián)系我們
廣東群基精密機械有限公司
聯(lián)系人:(業(yè)務部 經(jīng)理)
黃義講 手機:13825717336
毛新海 手機:13922910476
電話:0769-85320266/85326207
傳真:0769-85327273
郵箱:szqjjm@163.com
網(wǎng)址:www.szhuohuaji.com
地址:廣東省東莞市長安鎮(zhèn)宵邊新河路6號
行業(yè)動態(tài)您現(xiàn)在的位置:首 頁 > 新聞動態(tài) > 行業(yè)動態(tài)
雙色注塑機教程:工藝、模具和材料選擇的全面分析
雙色注塑機教程:工藝、模具和材料選擇的全面分析
雙色注塑機
首先,什么是雙色注塑?
所謂雙色注塑機成型是指將兩種不同顏色的塑料注射到同一模具中的成型方法。它能使塑料件呈現(xiàn)兩種不同的顏色,并能使塑料件呈現(xiàn)規(guī)則的圖案或不規(guī)則的波紋圖案,從而提高塑料件的實用性和美觀性。
1.必要條件
雙色注塑的匹配材料必須滿足兩個基本的相容性條件,即粘合相容性和注塑工藝相容性。此外,必須滿足以下要求:
噴射單元,其平行于相同方向,平行于相反方向,水平和垂直的L形和Y形單缸噴射結(jié)構(gòu)在相同方向上;
混合噴嘴、特殊噴嘴,如圖案、波浪、流痕、漸變、夾層等。
合模、標準型、立式轉(zhuǎn)盤型、臥式轉(zhuǎn)盤型、旋轉(zhuǎn)軸型、機械手旋轉(zhuǎn)型等機構(gòu);
除了標準油壓馬達驅(qū)動外,還有一個靜電放電(電動螺絲刀)充電結(jié)構(gòu)用于充電。
具有加速控制壓力累積、高速噴射和閉路設(shè)計的油路。
2.優(yōu)勢
與傳統(tǒng)注射成型相比,雙材料共注射成型工藝具有以下優(yōu)點:
芯材可以使用低粘度材料來降低注射壓力;
從環(huán)保的角度來看,再生二次材料可以作為核心材料。
根據(jù)不同的使用特點,如厚件成品表皮材料采用軟質(zhì)材料,芯材采用硬質(zhì)材料或芯材可采用泡沫塑料來減輕重量;
可以使用質(zhì)量較低的核心材料來降低成本;
表皮材料或芯材可以使用具有特殊表面性質(zhì)的昂貴材料,如防電磁波干擾、高導電性等材料來提高產(chǎn)品性能;
表皮材料和芯材的適當組合可以降低模制產(chǎn)品的殘余應力,增加產(chǎn)品的機械強度或表面性能。
生產(chǎn)大理石線等產(chǎn)品。
雙色注塑機模具
二、模具和注射成型工藝
(1)雙色注塑模具的特點
雙色模具:將兩種塑料材料在同一臺注塑機上注射,分兩次成型,但產(chǎn)品只成型一次的模具。一般來說,這種成型過程也稱為雙注射成型,通常由一套模具完成,需要一臺特殊的雙色注射成型機。主要特點如下:
移動的模具是相同的,注射成型過程是旋轉(zhuǎn)的,需要更換,所以它必須是相同的。(有特殊情況,成型時型腔可以不同)
注射成型完成后,模具第一次注射的流道不能留在模具上。最好使用熱流道,否則它會被機械手抓住,最糟糕的是一個潛在的門,它會自動脫落,否則在第二次注射時門不能關(guān)閉。
該產(chǎn)品拍攝兩次。產(chǎn)品打開后,第一次注射必須留在活動模具側(cè)。一般來說,射出兩次的產(chǎn)品通常留在可移動的模具側(cè)。因此,模具需要百葉窗、拉桿等。依次打開模具。必須首先打開固定模具側(cè),并且必須在固定模具側(cè)添加頂出機構(gòu)。兩套冷卻系統(tǒng)需要配備兩套冷卻系統(tǒng),因為對雙注射成型的要求不同,原則上第一次注射材料的溫度要求比第二次注射高60度,模具的模具溫度也不同。
(2)雙色注塑工藝介紹
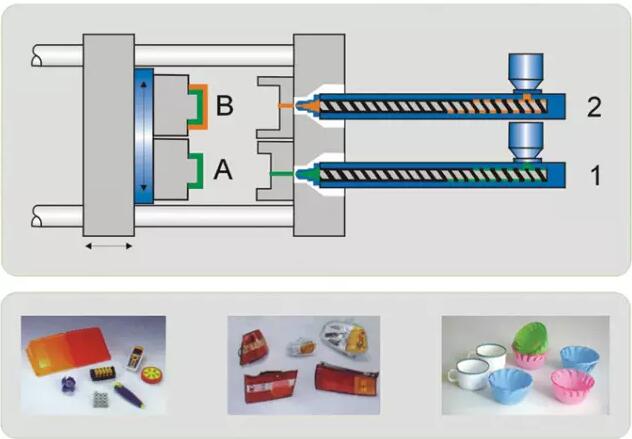
旋轉(zhuǎn)型芯的注射過程;
在模制期間,使用樹脂將第一部件注射到腔1中,然后將模具旋轉(zhuǎn)180度,將模制部件的第一部件注射到腔1中的第二較大的腔2中,并且將另一樹脂注射到部件上。同時,第二產(chǎn)品的第一部分被注射到模腔中并依次循環(huán)。
(3)過程特征
雙色模具目前在市場上越來越受歡迎。這種工藝可以使產(chǎn)品的外觀更加美觀,并且不需要噴涂就可以容易地改變顏色,但是成本昂貴,技術(shù)要求高。
(1)凹模的兩種形狀不同,分別形成一個產(chǎn)品,而凸模的兩種形狀完全相同。
(2)從中心旋轉(zhuǎn)180度后,模具的前后模具必須匹配。這種檢查必須在設(shè)計過程中進行,這就對模板的定位和加工提出了更高的要求。
(3)前模板加板A的總厚度不能小于170毫米,請仔細檢查該型號注塑機的其他參考數(shù)據(jù),如最大合模厚度、最小合模厚度、KO孔距離等。
(4)三板式模具的水口應設(shè)計成自動脫模,并應特別注意軟橡膠水口脫模的可行性
(5)當設(shè)計用于第二次注射成型的陰模時,為了防止第二次陰模刮傷已經(jīng)第一次成型的產(chǎn)品的膠位置,可以設(shè)計模具的一部分以避免空隙。然而,必須仔細考慮每個密封位置的強度,即在注射成型過程中,塑料是否會在大注射壓力下變形,從而導致在第二次注射成型中出現(xiàn)批前沿的可能性。
(6)在注射成型過程中,第一次注射成型的產(chǎn)品尺寸可以稍大一些,以便在第二次成型過程中可以用另一個陽模更緊地壓制,以達到密封效果。
(7)注:在第二次注塑過程中,塑料的流動是否會促使第一次成型的產(chǎn)品發(fā)生膠位變形。如果這是可能的,我們必須找到改進的方法。
(8)在合上甲、乙板之前,應注意滑塊或前模的斜頂是否會先復位并壓碎產(chǎn)品。這樣,我們必須找到一種方法,使滑塊或前模具的傾斜頂部在A板和B板首先關(guān)閉后復位。
(9)兩個陰模和陽模的輸水布置應盡可能充分、平衡和一致。
(10)99%的情況是先注射產(chǎn)品的硬部分,然后注射產(chǎn)品的軟部分,因為軟部分容易變形。
三、雙色注塑材料
雙色模具產(chǎn)品主要由硬質(zhì)塑料制成,如ABS和PC,以及TPE軟質(zhì)塑料。它們適用于制造餐具、工具手柄、表殼、電話外殼、按鈕和其他產(chǎn)品。這使制造商在技術(shù)上注意三點:兩種材料的融合、產(chǎn)品的復雜性和注塑機的調(diào)整。例如,由于成本或應用,所使用的材料可能沒有良好的粘附性。雙色注塑在這方面通常需要更多的調(diào)試工作。四.雙色注射成型的應用
雙色注塑足以滿足越來越多樣化、高質(zhì)量和高附加值產(chǎn)品的需求。它已廣泛應用于幾乎所有塑料領(lǐng)域,如電子產(chǎn)品、電動工具、醫(yī)療產(chǎn)品、家用電器、玩具等。

